317LMN Stainless Steel Plate – High-Corrosion Resistant Alloy for Aggressive Environments
A Corrosion Resistant Austenitic Stainless Steel with a High Molybdenum and Nitrogen Content Developed for Use in Chloride Containing Environments.
Available thicknesses for Alloy 317LMN:
| 4.8mm | 7.9mm | 9.5mm | 12.7mm | 15.9mm | 19mm |
Alloy 317LMN (UNS S31726) is an austenitic chromium-nickel-molybdenum stainless steel with corrosion resistance superior to 316L and 317L. The higher molybdenum content, combined with an addition of nitrogen, provides the alloy with its enhanced corrosion resistance, especially in acidic chloride containing service. The combination of molybdenum and nitrogen also improves the alloys resistance to pitting and crevice corrosion.
The nitrogen content of Alloy 317LMN acts as a strengthening agent giving it a higher yield strength than 317L. Alloy 317LMN is also a low carbon grade which enables it to be used in the as-welded condition free from chromium carbide precipitation on the grain boundaries.
Alloy 317LMN is non-magnetic in the annealed condition. It cannot be hardened by heat treatment, only by cold working. The alloy can be easily welded and processed by standard shop fabrication practices.
Specification Sheet Overview
for Alloy 317LMN (UNS S31726)
W. Nr. 1.4439:

Plate Dimensions
Plate dimensions vary by grade, thickness, and mill availability.
Length
- Typical plate availability is 240–252″
- Longer lengths in excess of 300″ are available in select grades and thicknesses
- Shorter lengths may apply depending on thickness and mill availability
Width
- Common widths include 60″, 79″, 96″, and 120″
Thickness Considerations
- Maximum available length and width will vary as thickness increases
Plate is supplied based on actual dimensions. In-house processing is available to meet required sizes.
Corrosion Resistance
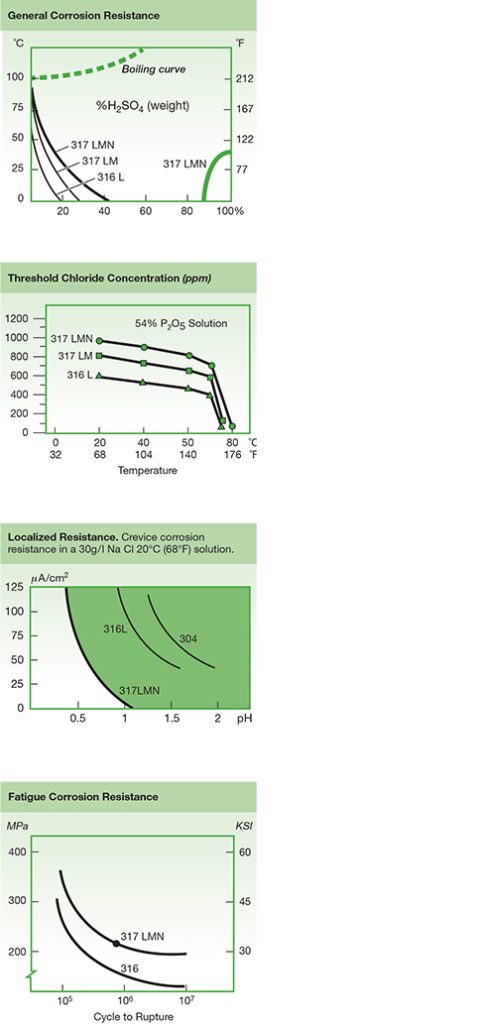
The higher molybdenum and nitrogen content of Alloy 317LMN assures superior general and localized corrosion resistance in most media when compared with 304/304L, 316/316L and even 317L stainless steels. Environments that don’t attack 304/304L stainless steel will normally not corrode 317LMN. One exception, however, are strongly oxidizing acids such as nitric acid. Alloys that contain molybdenum generally do not perform as well in these environments.
Alloy 317LMN has excellent corrosion resistance in a wide range of chemicals. It resists attack in sulfuric acid, hydrochloric acid, acidic chlorine and phosphoric acid. It is used in handling hot organic and fatty acids often present in food and pharmaceutical processing applications.
Because of its low carbon content, Alloy 317LMN should be utilized when it will be exposed to temperatures in the chromium carbide precipitation range of 800-1500°F (427-816°C). The higher nitrogen content of 317LMN further retards the precipitation of sigma phase as well as carbides.
In general, austenitic stainless steels are subject to chloride stress corrosion cracking in halide service. Although 317LMN is somewhat more resistant to stress corrosion cracking than 304/304L stainless steels, because of its higher molybdenum content, it is still susceptible.
The higher chromium, molybdenum and nitrogen content of 317LMN enhance its ability to resist pitting and crevice corrosion in the presence of chlorides and other halides. The Pitting Resistance Equivalent including Nitrogen number (PREN) is a relative measure of pitting resistance. The following chart offers a comparison Alloy 317LMN and other austenitic stainless steels.
| ALLOY | PRE | ALLOY | PRE |
|---|---|---|---|
| 316 | 25 | 317LMN | 38 |
| 317L | 30 | SSC-6MO | 48 |
| 317LM | 34 | 625 | 52 |
| 904L | 36 | 276 | 69 |
PRE = Cr + 3.3Mo + 30N
Chemical Analysis
Weight % (all values are maximum unless a range is otherwise indicated)
| Chromium | 17.0 min.-20.0 max. | Manganese | 2.00 |
| Nickel | 13.5 min.-17.5 max. | Phosphorus | 0.045 |
| Molybdenum | 4.0 min.-5.0 max. | Sulfur | 0.030 |
| Nitrogen | 0.10 min.-0.20 max. | Silicon | 0.75 |
| Carbon | 0.030 | Iron | Balance |
Density
0.290 lbs/in3
8.0 g/cm3
Specific Heat
0.12 BTU/lb-°F (32 – 212°F)
502 J/kg-°K (0 – 100°C)
Modulus of Elasticity
29.0 x 106 psi
200 GPa
Thermal Conductivity 212°F (100°C)
8.7 BTU/hr/ft2/ft/°F
1.26 W/m-°K
Melting Range
2540 – 2630°F
1393 – 1443°C
Electrical Resistivity
33.5 Microhm-in at 68°C
85.1 Microhm-cm at 20°C
Mean Coefficient of Thermal Expansion
| °F | °C | in/in °F | cm/cm °C |
| 68-212 | 20-100 | 8.9 x 10-6 | 16.03 x 10-6 |
Mechanical Properties
Typical Values at 68°F (20°C)
0.2% Offset | Strength | in 2 in. | in Area |
|||
|---|---|---|---|---|---|---|
| psi (min.) | (MPa) | psi (min.) | (MPa) | % (min.) | (max.) | % |
| 35,000 | 205 | 80,000 | 550 | 40 | 96 Rockwell B | 69 |
Fabrication Data
Alloy 317LMN can be easily welded and processed by standard shop fabrication practices.
Machining
The cold work hardening rate of Alloy 317LMN makes it less machinable than 410 stainless steel. The table below provides relevant machining data.
| Operation | Tool | Lubrication | ||||||
|---|---|---|---|---|---|---|---|---|
| Depth-mm | Depth-in | Feed-mm/t | Feed-in/t | Speed-m/min | Speed-ft/min | |||
| Turning | High Speed Steel | Cutting Oil | 6 | .23 | 0.5 | .019 | 11-16 | 36-52 |
| Turning | High Speed Steel | Cutting Oil | 3 | .11 | 0.4 | .016 | 18-23 | 59-75 |
| Turning | High Speed Steel | Cutting Oil | 1 | .04 | 0.2 | .008 | 25-30 | 82-98 |
| Turning | Carbide | Dry or Cutting Oil | 6 | .23 | 0.5 | .019 | 70-80 | 230-262 |
| Turning | Carbide | Dry or Cutting Oil | 3 | .11 | 0.4 | .016 | 85-95 | 279-313 |
| Turning | Carbide | Dry or Cutting Oil | 1 | .04 | 0.2 | .008 | 100-110 | 328-361 |
| Depth of cut-mm | Depth of cut-in | Feed-mm/t | Feed-in/t | Speed-m/min | Speed-ft/min | |||
| Cutting | High Speed Steel | Cutting Oil | 1.5 | .06 | 0.03-0.05 | .0012-.0020 | 16-21 | 52-69 |
| Cutting | High Speed Steel | Cutting Oil | 3 | .11 | 0.04-0.06 | .0016-.0024 | 17-22 | 56-72 |
| Cutting | High Speed Steel | Cutting Oil | 6 | .23 | 0.05-0.07 | .0020-.0027 | 18-23 | 59-75 |
| Drill ø mm | Drill ø in | Feed-mm/t | Feed-in/t | Speed-m/min | Speed-ft/min | |||
| Drilling | High Speed Steel | Cutting Oil | 1.5 | .06 | 0.02-0.03 | .0007-.0012 | 10-14 | 33-46 |
| Drilling | High Speed Steel | Cutting Oil | 3 | .11 | 0.05-0.06 | .0020-.0024 | 12-16 | 39-52 |
| Drilling | High Speed Steel | Cutting Oil | 6 | .23 | 0.08-0.09 | .0031-.0035 | 12-16 | 39-52 |
| Drilling | High Speed Steel | Cutting Oil | 12 | .48 | 0.09-0.10 | .0035-.0039 | 12-16 | 39-52 |
| Feed-mm/t | Feed-in/t | Speed-m/min | Speed-ft/min | |||||
| Milling Profiling | High Speed Steel | Cutting Oil | 0.05-0.10 | .002-.004 | 10-20 | 33-66 | ||
Welding
Alloy 317LMN can be readily welded by most standard processes including TIG/GTAW, MIG/GMAW, MMAW and SAW. A post weld heat treatment is not necessary.
Alloy 317LMN Stainless Steel – Frequently Asked Questions
1. What is Alloy 317LMN stainless steel?
Alloy 317LMN (UNS S31726) is an austenitic stainless steel that contains enhanced amounts of molybdenum, nickel, and nitrogen. These elements improve corrosion resistance, especially pitting and crevice corrosion and increase mechanical strength over standard 316L and 317L grades. Alloy 317LMN is also a low carbon grade which enables it to be used in the as-welded condition free from chromium carbide precipitation on the grain boundaries.
2. What are common applications for Alloy 317LMN?
Alloy 317LMN is used in aggressive service environments across various industries, including:
• Pulp and paper bleaching
• Flue gas desulfurization systems
• Chemical and petrochemical processing
• Food and beverage production
• Pollution control equipment
• Marine and coastal infrastructure
3. How does Alloy 317LMN compare to 316L or 317L stainless steel?
Compared to 316L and 317L, Alloy 317LMN offers higher molybdenum (3.0–4.0%), nitrogen, and nickel levels. This results in significantly better resistance to pitting and crevice corrosion and improved strength.
4. Can Alloy 317LMN be welded and fabricated?
Yes. It is readily weldable using standard methods. For best results, over-alloyed or matching filler metals should be used, and proper post-weld cleaning is recommended to maintain corrosion resistance.
5. Is Alloy 317LMN magnetic?
No. It is non-magnetic in the annealed condition but may become slightly magnetic after cold working.
6. What are the mechanical properties of Alloy 317LMN stainless steel?
Typical mechanical properties at 68°F (20°C) include:
• Yield Strength (0.2% offset): 30,000 psi (205 MPa)
• Ultimate Tensile Strength: 75,000 psi (515 MPa)
• Elongation in 2″: 40%
• Hardness: 95 Rockwell B (typical)
7. What are the physical properties of Alloy 317LMN?
• Density: ~0.285 lbs/in³ (7.89 g/cm³)
• Specific Heat: 0.12 BTU/lb-°F (32 – 212°F)
• Modulus of Elasticity: 0.12 BTU/lb-°F (32 – 212°F)
• Thermal Conductivity (at 68°F): 8.1 BTU/(hr x ft x °F)
• Electrical Resistivity: 33.5 Microhm-in at 68°C
• Mean Coefficient of Thermal Expansion (68–212°F): 8.9 × 10⁻⁶ in/in-°F
8. What standards apply to Alloy 317LMN stainless steel?
Alloy 317LMN is covered by the following industry specifications:
• ASTM A240
• ASME SA240
9. What are the available thicknesses for Alloy 317LMN plate at Sandmeyer Steel?
Sandmeyer Steel stocks Alloy 317LMN plate in thicknesses from 3/16″ (4.8 mm) through 3/4” (19 mm).