Inconel® Alloy 600
Sandmeyer Steel Company stocks Inconel® alloy 600 nickel alloy plate in thicknesses from 3/16″ (4.8mm) through 2″ (50.8mm) for applications in chemical and food processing equipment, paper mills, heat exchangers, and heat treating mufflers and retorts. Sandmeyer Steel Company is a supplier of Inconel® nickel alloy 600.
Available thicknesses for Inconel® Alloy 600:
| 3/16" | 1/4" | 3/8" | 1/2" | 5/8" | 3/4" |
| 4.8mm | 6.3mm | 9.5mm | 12.7mm | 15.9mm | 19mm |
| 1" | 1 1/4" | 1 1/2" | 1 3/4" | 2" | |
| 25.4mm | 31.8mm | 38.1mm | 44.5mm | 50.8mm |
Inconel® alloy 600 (UNS N06600) is a nickel-chromium alloy designed for use from cryogenic to elevated temperatures in the range of 2000°F (1093°C). Inconel® alloy 600 is non-magnetic and readily weldable. The alloy is used in a variety of corrosion resisting applications. The high nickel content of Inconel® alloy 600 provides a level of resistance to reducing environments, while the chromium content of the material provides resistance to weaker oxidizing environments. The high nickel content of the material provides exceptional resistance to chloride stress corrosion cracking.
A Versatile Nickel-Chromium-Iron Alloy Possessing a Unique Combination of High Temperature Resistance up to 2000°F (1093°C) and Excellent Corrosion Resistance.
Specification Sheet Overview
for Inconel® Alloy 600 (UNS N06600)
W. Nr. 2.48161:

Plate Dimensions
Plate dimensions vary by grade, thickness, and mill availability.
Length
- Typical plate availability is 240–252″
- Longer lengths in excess of 300″ are available in select grades and thicknesses
- Shorter lengths may apply depending on thickness and mill availability
Width
- Common widths include 60″, 79″, 96″, and 120″
Thickness Considerations
- Maximum available length and width will vary as thickness increases
Plate is supplied based on actual dimensions. In-house processing is available to meet required sizes.
General Properties
Inconel® alloy 600 (UNS N06600) is a versatile nickel-chromium-iron alloy that be utilized in temperatures ranging from cryogenic up to 2000°F (1093°C) and for corrosion resistant service. The high nickel content assures the alloy will be virtually immune to chloride-ion stress corrosion cracking while also providing corrosion resistance to many organic and inorganic compounds. The chromium content provides resistance to oxidizing environments at high temperatures or in corrosive media, it also resists sulfur compounds.
In high temperature service, Inconel® alloy 600 resists oxidation and scaling up to 2000°F (1093°C). It is well suited for applications requiring carburization resistance or in sulfur containing environments at moderate temperatures. However, it is subject to sulfidation at high temperatures.
Inconel® alloy 600 is non-magnetic and cannot be hardened by heat treatment, only by cold working. It can be easily welded and processed by standard shop fabrication practices.
Applications
- Aerospace Components
- Chemical Processing – chlorination equipment, fatty acids, hydrogen fluoride, magnesium chloride, vinyl chloride monomer, sodium sulfide, titanium dioxide
- Food Processing
- Petrochemical Processing – catalyst regenerators
- Power Generation – nuclear components
- Pulp and Paper – abietic acid equipment
- Thermal Processing – baskets and trays, boxes, muffles and retorts, nitriding containers, roller hearths, vacuum furnace components
Chemical Analysis of Inconel® Alloy 600
Weight % (all values are maximum unless a range is otherwise indicated)
| Nickel (plus Cobalt) | 72.0 min. | Manganese | 1.00 |
| Chromium | 14.0 min.-17.0 max. | Sulfur | 0.015 |
| Iron | 6.0 min.-10.0 max. | Silicon | 0.50 |
| Carbon | 0.15 | Copper | 0.50 |
*Alloy predominates remaining composition. Other elements may be present only in minimal quantities.
Density
0.304 lbs/in3
8.42 g/cm3
Specific Heat
0.106 BTU/lb-°F (32-212°F)
444 J/kg-°K (0-100°C)
Modulus of Elasticity
31.1 x 106 psi
214 GPa
Thermal Conductivity 200°F (100°C)
109 BTU/hr/ft2/ft/°F
15.9 W/m-°K
Melting Range
2470 – 2575°F
1354 – 1413°C
Electrical Resistivity
620 Microhm-in at 68°C
1.03 Microhm-cm at 20°C
Temperature Range |
|||
|---|---|---|---|
| °F | °C | in/in/°F | cm/cm°C |
| 68 | 20 | 5.8 x 10-6 | 10.4 x 10-6 |
Mechanical Properties
0.2% Offset | Strength | in 2" |
||
| psi | (MPa) | psi | (MPa) | % |
| 35,000 | (240) | 80,000 | (550) | 30 |
Corrosion Resistance
Inconel® alloy 600 resists corrosion in a variety of environments. Because of the high chromium content of the alloy, it is superior to Nickel 200/201 under oxidizing conditions and its high nickel content enables it to perform well in reducing environments. The presence of nickel also provides excellent resistance to alkaline solutions.
Inconel® alloy 600 has moderate resistance to strongly oxidizing acids. However, oxidation occurring in dissolved air alone is not sufficient to insure complete passivity and freedom from attack by air-saturated mineral acids and certain concentrated organic acids.
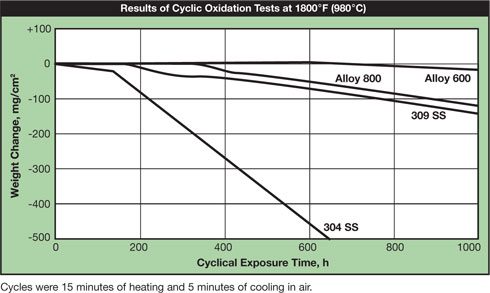
Heat Resistance
Inconel® alloy 600 is used extensively in the thermal processing industry where resistance to oxidation and furnace atmospheres is required. The alloy is also utilized in nitriding applications because of its resistance to nitrogen at high temperatures.
The alloy’s resistance to oxidation and scaling at 1800°F (980°C) is shown in the chart below.
Inconel® alloy 600 also has good resistance to carburization per the results of tests in a high temperature carburizing atmosphere.
| 1700°F (925°C) | 2000°F (1095°C) | |
| Inconel® 600 | 2.66 | 12.30 |
| 601 | 2.72 | 16.18 |
| Incoloy® 800HT | 4.94 | 21.58 |
| 330 | 6.42 | 24.00 |
*Atmosphere also contained 5% argon.
Inconel® alloy 600 can be used in sulfur compound service at moderate temperatures, but it is prone to sulfidation in high temperature, sulfur containing atmospheres.
Fabrication Data
Inconel® alloy 600 can be easily welded and processed by standard shop fabrication practices. The alloy cannot be hardened by heat treatment, only by cold working.
Hot Working
The hot-working temperature range for Inconel® alloy 600 is 1600 – 2250°F (870 – 1230°C). Heavy working needs to occur between 1900 – 2250°F (1040 – 1230°C), while lighter working can take place down to 1600°F (870°C). The ductility of the alloy is adversely impacted at temperatures between 1200 – 1600°F (650 – 870°C) making it necessary to avoid hot working in this temperature range. High tensile properties can be obtained by careful working at temperatures below 1200°F (650°C).
Cold Forming
Inconel® alloy 600 can be cold-formed by the standard shop fabrication practices used carbon and stainless steel. Work hardening rates are greater than mild steel, but less than those of 304.
Welding
Inconel® alloy 600 can be readily welded by most standard processes including GTAW (TIG), PLASMA, GMAW (MIG/MAG) and SMAW (MMA). A post weld heat treatment is not necessary. Brushing with a stainless steel wire brush after welding will remove the heat tint and produce a surface area that does not require additional pickling.
Machining
The machinability of Inconel® alloy 600 is slightly better than 304, but not as good as 303 free-machining stainless steel. It should preferably be machined in the annealed condition. Since Inconel® alloy 600 is prone to work–hardening, only low cutting speeds should be used and the cutting tool should be engaged at all times. Adequate cut depth is necessary to assure avoiding contact with the previously formed work-hardened zone.
Nickel Alloy 600 Plate – Frequently Asked Questions
1. What is Nickel Alloy 600?
Nickel Alloy 600 (UNS N06600) is a nickel-chromium-iron alloy that provides excellent resistance to oxidation, corrosion, and high temperatures. It maintains structural integrity and metallurgical stability under a wide range of thermal and chemical environments.
2. What industries and applications use Alloy 600?
Alloy 600 is widely used in:
• Heat exchangers
• Furnace components
• Food processing equipment
• Paper mill
Its strength, corrosion resistance, and thermal stability make it ideal for high-performance industrial applications.
3. How does Alloy 600 resist corrosion?
Alloy 600 is highly resistant to a variety of corrosive environments. It performs well in oxidizing and reducing atmospheres and resists corrosion from organic acids, alkaline solutions, and chloride-ion stress corrosion cracking.
4. What are the mechanical properties of Alloy 600?
Typical values at room temperature (mill-annealed):
• Yield Strength (0.2% offset): 35,000 psi (240 MPa)
• Ultimate Tensile Strength: 80,000 psi (550 MPa)
• Elongation in 2″: 30%
5. What are the physical properties of Alloy 600?
• Density: 0.304 lbs/in³ (8.42 g/cm³)
• Specific Heat: 0.106 BTU/lb-°F (32-212°F)
• Modulus of Elasticity: 31.1 × 10⁶ psi (214 GPa)
• Thermal Conductivity: 109BTU/hr·ft·°F (15.9 W/m·K)
• Electrical Resistivity: 620 Microhm-in at 68°C 1.03 Microhm-cm at 20°C
6. Is Alloy 600 magnetic?
No. Alloy 600 is non-magnetic in the annealed condition.
7. Is Alloy 600 suitable for welding and fabrication?
Yes. Alloy 600 can be welded using conventional welding techniques. It also maintains its strength and corrosion resistance after fabrication.
8. What industry standards apply to Alloy 600?
• ASTM B 168
• ASME SB-168
• AMS 5540
9. What plate thicknesses of Alloy 600 does Sandmeyer Steel offer?
Sandmeyer Steel offers Alloy 600 in thicknesses ranging from 3/16″ (4.8 mm) through 2″ (50.8 mm) to accommodate diverse project requirements.